Höchste Qualitätsmaßstäbe
Technische Perfektion, die Erfüllung hoher Qualitätsnormen sowie der Einsatz spitzenmäßiger Produktionsanlagen sind nur drei Aspekte bei der Herstellung von stranggepressten Produkten aus Aluminium. Das Unternehmen Impol entwickelt im Rahmen der kontinuierlichen Forschungs- und Entwicklungsarbeit sowie in Zusammenarbeit mit den Gießereiexperten und den Kunden spezielle Legierungen, die dem Produkt überdurchschnittliche mechanische Eigenschaften verleihen. Dabei konnten wir in letzter Zeit die Qualität der Produktionsanlagen und den Produktionsumfang noch steigern. Dies ermöglicht uns, auch Großaufträge von renommierten Kunden aus dem Bereich der Automobil-, Luft- und Raumfahrtindustrie anzunehmen und dabei kurze Lieferzeiten zu gewährleisten.
Pressen, Ziehen und thermische Bearbeitung
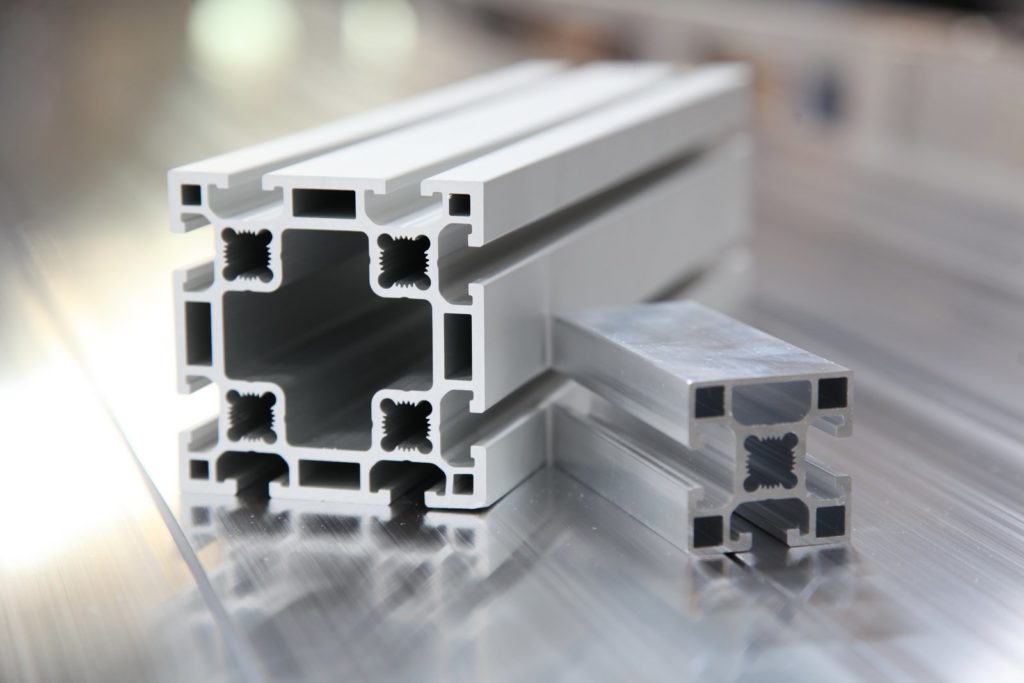
Je nach Einsatzzweck verwenden wir verschiedene Herstellungsprozesse. Bei der Warmumformung wird das erwärmte Material (Rundling) auf eine Temperatur gepresst, die um einige 10 °C niedriger ist als die Temperatur der Soliduskurve. Die Pressmasse wird davor mit einer Ultraschallanlage vollautomatisch geprüft. Die Ultraschallprüfung der Stränge erfolgt gemäß den Normen AMS-MIL-STD-2154 für die Klassen B und A sowie ASTM B594 für die Klassen B und A. Die Rohlinge werden mithilfe einer Hydraulikpresse durch Stahlmatrizen gepresst. Dimensionen und Formen des Erzeugnisses sind von der Matrizenöffnung abhängig. Beim Pressen kommen zwei Prozesse zum Einsatz, und zwar das direkte und das indirekte Strangpressverfahren. Dabei werden unterschiedliche Profilwerkzeuge (Matrizen) verwendet: gerade Matrizen oder Matrizen mit Vorkammer (insbesondere für Stangen) bzw. Kammermatrizen für Hohlprofile. Mit der Kammermatrizen bekommen wir Erzeugnisse mit Pressnaht, während beim Strangpressen mit Dorn (nahtlose Rohre) die Erzeugnisse keine Pressnähte aufweisen.
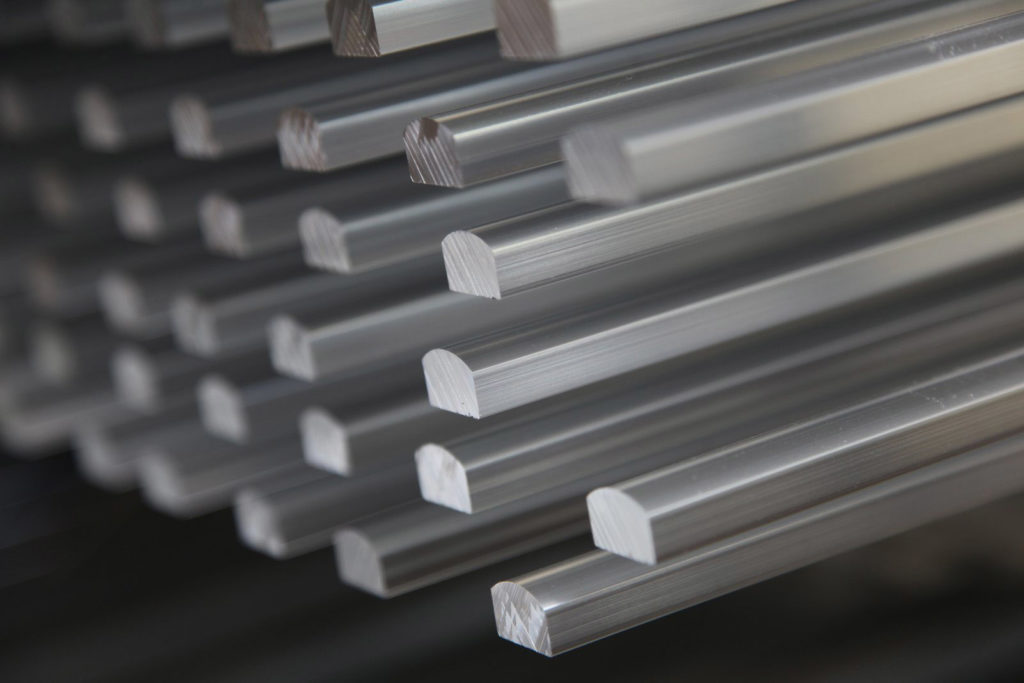
Die Herstellung der Stangen, Rohren und Profile umfasst Verfahrensschritte, welche eine Produktion von hochwertigen Produkten durch Warmumformung ermöglichen: Homogenisieren und Drechseln, Erhitzen und Pressen mit modernen Pressanlagen sowie Kalt- und Warmumformung, Glättung und Materialschnitt.
Im Produktionsprozess verfügen wir über verschiedene Pressen zum direkten Strangpressen mit einer Nutzleistung von 12 bis 55 MN sowie eine Presse für das indirekte Strangpressen mit einer Nutzleistung von MN. Dadurch sind wir in der Lage, Dimensionen von 8 bis 180 mm für Stangen sowie bis zu 320 mm für Profile zu pressen.
Die Kaltumformung (Ziehen) der Produkte erfolgt an Standard-Ziehanlagen und an den Linien zum kontinuierlichen Ziehen (Ziehen, Glätten, Schneiden). Impol produziert gepresste und gezogene Stangen, Rohre und Profile in allen Standarddimensionen gemäß den internationalen Normen.
Besondere Aufmerksamkeit kommt dabei dem spannungslosen Zustand und den Legierungen für die mechanische Bearbeitung an den Automaten (maschinelle Bearbeitung) sowie den Schmiedestangen zu. Nach Abschluss des Produktionsprozesses können die Erzeugnisse auf Kundenwunsch noch einer 100%igen Ultraschallprüfung unterzogen werden.
Legierungsgruppen
Die aufgeführten Produkte werden bei Impol aus zwei Gruppen von Legierungen hergestellt: Automatenlegierungen sowie sonstige Gruppen von Aluminiumlegierungen.
Freigegebene Spezifikationen
- Mercedes-Benz DBL 4919.10, .20, .30
- Volkswagen TL 116-N/C-20, N/C-24
- BMW GS 93047 (AlMgSi-STD, AlMgSi-CRA, AlMgSi-HST, AlMgSi-CHA, AlMgSi-CHF)
Tabellen der Merkmale:
AUTOMATENLEGIERUNG
RoHS 12002/95/EC From July 2006 |
RoHS 22011/65/EU From January 2013 |
RoHS 32018/740/EU From June 2021 |
|
| Max. 0.60 % Pb | Max. 0.40 % Pb
|
Max. 0.10 % Pb
|
|
| EN AW 2011 | EN AW 2011 RoHS | 2011 LF | with Bi |
| AA 2041 | |||
| EN AW 6262 | EN AW 6026 | EN AW 6026 LF | with Bi |
| EN AW 6064A | EN AW 6262 A | with Sn and Bi | |
| EN AW 6012 | EN AW 6023 | with Sn and Bi | |
| AA 6028 | with Sn and Bi | ||
| EN AW 2007* | AA 2028 A | 2030 LF | with Bi |
| EN AW 2030* | AA 2044 | with Sn and Bi | |
| EN AW 2033 |


ELV conform, Pb max. 1.00 %
SONSTIGE GRUPPEN VON ALUMINIUMLEGIERUNGEN
| ASTM / EN | IMPOL | DESCRIPTION | |
| (ASTM – 1xxx) | „A“ | Gruppe 1 – aluminium | |
| (ASTM – 3xxx) | „M“ | Gruppe 2 – alumani | |
| (ASTM – 5xxx) | „P“ | Gruppe 3 – perali | |
| (ASTM – 6xxx) | „AC“ | Gruppe 4 – antikorodali | |
| (ASTM – 2xxx) | „D“ | Gruppe 5 – durali | |
| (ASTM – 7xxx) | „PD“ | Gruppe 6 – perdurais | |
| (ASTM – 4xxx) | „AS“ | Gruppe 7 – silumini | |
Die Produkte stellen wir im Hinblick auf den Verwendungszweck durch Pressen, Ziehen oder Wärmeumformung her. Dabei gelten die oben angeführten Normen auch für diese Bearbeitungsverfahren. Unsere Produkte können aber auch nach anderen Normen bzw. nach individuellen Kundenanforderungen hergestellt werden.